|
|
客服 |
|
|
客服(fu) |
|
|
李工 |
|
|
售後 |


作爲一種傳(chuán)統焊接技術,目前(qián)波峰焊接技術依(yī)然在電子制⚽造領(ling)域發揮着積極作(zuò)用。介紹了波峰焊(han)接技術的原理,并(bìng)分别從焊接前的(de)質量控制、生産工(gong)藝材料及工藝參(cān)數這三個方面探(tàn)讨了提高波👉峰焊(han)質量的有效方📱法(fǎ)。
波峰焊是将熔化(huà)的焊料,經電動泵(beng)或電磁泵噴流✊成(cheng)設計要求的焊料(liao)波峰,使預先裝有(yǒu)電子元器件的印(yìn)制闆通過焊料波(bō)峰,實現元器件焊(han)端或引腳與印制(zhì)🐇闆焊盤之間機械(xie)與電氣連接的軟(ruǎn)釺焊。波峰焊用于(yu)印制闆裝聯已有(you)20多年的曆史💰,現在(zài)已成爲一種非常(chang)成熟的電子🍉裝聯(lián)工藝技術,目前主(zhu)要💚用于通孔插裝(zhuāng)組件和采用混合(he)組裝方式的表面(mian)組件的焊🏃🏻接。
1 波峰(feng)焊工藝技術介紹(shào)
波峰焊有單波峰(feng)焊和雙波峰焊之(zhī)分。單波峰焊用于(yu)SMT時🐪,由于焊料的"遮(zhē)蔽效應"容易出現(xiàn)較嚴重的質量問(wèn)題,如漏焊、橋接和(hé)焊縫不充實等缺(que)陷。而雙波峰則較(jiào)好地克服了這個(gè)問題,大大減少漏(lou)焊、橋接🚶和焊縫不(bu)充實等缺陷,因此(cǐ)目前在表面🐆組裝(zhuāng)中廣🧑🏽🤝🧑🏻泛采用雙波(bo)峰焊工藝和設備(bèi),見圖1。
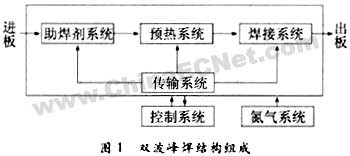
波峰錫過程(cheng):治具安裝→噴塗助(zhù)焊劑系統→預熱→一(yi)次波🤟峰→二次波峰(fēng)→冷卻。下面分别介(jiè)紹各步内容及作(zuò)用。
1.1 治具安裝
治具(jù)安裝是指給待焊(hàn)接的PCB闆安裝夾持(chí)的治具,可以限制(zhi)基🌏闆受熱變形的(de)程度,防止冒錫現(xiàn)象的發生,從而确(què)保浸錫效果的💜穩(wen)定。
1.2 助焊劑系統
助(zhu)焊劑系統是保證(zheng)焊接質量的第一(yī)個環節,其主要作(zuo)用是均🥰勻地塗覆(fù)助焊劑,除去PCB和元(yuan)器件焊接表面的(de)氧化層和防👉止焊(han)接過程中再氧化(huà)。助焊劑🧑🏾🤝🧑🏼的塗覆一(yi)定要均勻,盡量不(bu)産生堆積🏃🏻♂️,否則将(jiāng)導緻焊接短路或(huo)開路。見💃圖2。

助焊劑(ji)系統有多種,包括(kuo)噴霧式、噴流式和(hé)發泡式。目✔️前一般(ban)使用噴霧式助焊(hàn)系統,采用免清洗(xǐ)助焊劑,這是因爲(wèi)免清洗助焊劑中(zhōng)固體含量極少,不(bú)揮發無含💋量隻有(you)🧑🏽🤝🧑🏻1/5~1/20。所以必✔️須采用噴(pēn)霧式助焊系統塗(tú)覆助焊劑🤟,同時在(zài)焊接系統中加防(fang)氧化系統,保證在(zài)PCB上得到一層均勻(yun)細密很薄的助焊(hàn)劑塗層,這樣✏️才不(bu)會因第一個波的(de)擦洗作用和助焊(hàn)劑的揮發,造成助(zhù)焊劑量不足,而導(dǎo)♊緻焊料橋接和拉(lā)尖。
噴霧式有兩種(zhǒng)方式:一是采用超(chāo)聲波擊打助焊劑(ji),使🐅其顆粒♻️變小,再(zài)噴塗到PCB闆上。二是(shì)采用微細噴嘴☀️在(zai)一🏃🏻♂️定空氣壓力下(xia)🌐噴霧助焊劑。這種(zhong)噴塗均勻、粒度小(xiǎo)、易于控制,噴霧高(gāo)度/寬度可自動調(diào)節,是今後發展的(de)主流。
1.3 預熱系統
1.3.1預(yu)熱系統的作用
(1)助(zhù)焊劑中的溶劑成(cheng)份在通過預熱器(qi)時,将會受熱🤟揮發(fa)。從而避免溶劑成(cheng)份在經過液面時(shí)高溫氣化造成炸(zhà)裂✍️的現象發🔴生,最(zuì)終防止産生錫粒(li)的品質💋隐患。 (2)待浸(jin)錫産品搭載💘的部(bù)品🌈在通過預熱器(qi)時的緩慢升溫,可(kě)避免過✏️波峰時因(yin)驟熱産生的物理(li)作用造成部品⛹🏻♀️損(sǔn)傷的情況發生。
(3)預(yù)熱後的部品或端(duān)子在經過波峰時(shí)不會因自身溫🔅度(du)較低的因素大幅(fu)度降低焊點的焊(hàn)接溫度,從而确保(bao)焊接在規定的時(shi)間内達到溫度要(yào)求。
1.3.2 預熱方法
波峰(fēng)焊機中常見的預(yu)熱方法有三種:①空(kōng)氣對流加😘熱💰;②紅外(wài)加熱器加熱;③熱空(kong)氣和輻射相結合(he)的方法加熱。
1.3.3 預熱(re)溫度
一般預熱溫(wen)度爲130~150℃,預熱時間爲(wei)1~3min。預熱溫度控制得(de)好,可防止虛焊、拉(lā)尖和橋接,減小焊(hàn)料波峰對基闆的(de)💜熱沖擊,有❗效地解(jiě)決💃🏻焊接過程中PCB闆(pan)翹曲、分層、變形問(wèn)題。
1.4 焊接系統
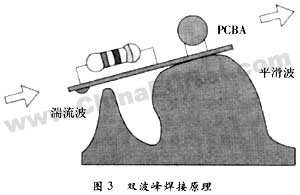
焊接(jiē)系統一般采用雙(shuāng)波峰。在波峰焊接(jie)時,PCB闆先接觸🐕第一(yi)個波♋峰,然後接觸(chu)第二個波峰。第一(yi)個波峰是由窄噴(pēn)嘴噴流出的"湍🍓流(liú)"波峰,流速快,對組(zǔ)件有較高的垂直(zhí)壓㊙️力,使焊料對尺(chǐ)寸小,貼✔️裝密度高(gāo)的表面組裝🌏元器(qì)件的焊端有較好(hao)的滲透性;通過湍(tuān)🌈流的熔融焊料在(zai)所有方向擦洗組(zǔ)件表面,從而提🛀🏻高(gāo)了焊料的潤濕性(xing),并克服了由于元(yuan)器件的🏃🏻♂️複雜形狀(zhuàng)和取向帶來的問(wèn)題;同時也克服了(le)焊料的"遮蔽效應(ying)"湍流波向上🔴的噴(pēn)射力足以使📞焊劑(jì)氣體排出。因此,即(ji)使印制闆上不設(she)置排氣孔也不存(cún)在焊☂️劑氣體的影(ying)響,從而大大減小(xiǎo)了漏焊、橋接和焊(han)縫不充實等焊接(jie)缺陷,提高了焊接(jiē)可靠性。經過第一(yī)個波峰的産品,因(yīn)浸錫時間短以及(jí)部品自身的散熱(re)等因素,浸錫後存(cún)在着很多的短路(lu)㊙️,錫多,焊點光潔度(dù)不正常以及焊接(jiē)強度不足等不良(liáng)内容。因此🈲,緊接着(zhe)必須進行浸錫不(bú)良的修正,這🏃🏻個動(dong)作由噴流面較平(ping)較寬闊,波峰較穩(wen)定的二級噴🔴流進(jìn)行。這🌈是一個"平滑(huá)"的波峰,流動速度(dù)慢,有利于形成充(chōng)實的焊縫,同時也(yě)可有效地去除焊(han)端‼️上過量的🐅焊料(liao),并使所有焊接面(mian)上焊料潤濕良好(hǎo),修正了焊接面,消(xiāo)除了可能的拉尖(jian)和橋接,獲得充實(shi)無缺陷的焊縫,最(zui)終确保了組件焊(han)接的可靠性。雙波(bō)峰基本原理如圖(tu)3。
1.5 冷卻
浸錫後适當(dang)的冷卻有助于增(zeng)強焊點接合強度(dù)的✂️功✏️能,同時,冷卻(què)後的産品更利于(yu)爐後操作人員的(de)⛹🏻♀️作業,因此👌,浸錫後(hòu)産品需進行冷卻(què)處理。
2 提高波峰焊(han)接質量的方法和(he)措施
分别從焊接(jie)前的質量控制、生(sheng)産工藝材料及工(gong)藝參數🛀這☔三個方(fāng)面探讨了提高波(bō)峰焊質量的方法(fǎ)。
2.1 焊接前對印制闆(pǎn)質量及元件的控(kòng)制
2.1.1 焊盤設計
(1)在設(she)計插件元件焊盤(pan)時,焊盤大小尺寸(cùn)設計應合适。焊盤(pán)太大,焊料鋪展面(mian)積較大,形成的焊(hàn)點不飽滿,而較小(xiao)的焊盤銅箔表面(miàn)張力太小,形成的(de)焊點爲不浸潤焊(han)點。孔徑與元件引(yin)🛀🏻線的配合間隙太(tai)大,容易虛焊,當孔(kǒng)徑比引線寬0.05~0.2mm,焊盤(pan)直徑爲㊙️孔徑的2~2.5倍(bèi)時,是焊接比較理(lǐ)想的條件。
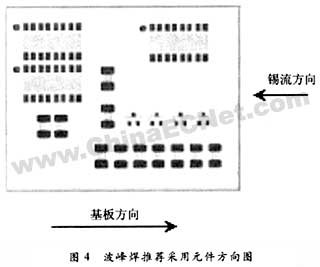
(2)在設計(ji)貼片元件焊盤時(shí),應考慮以下幾點(diǎn):①爲了盡量去除💘"陰(yin)影♈效應",SMD的焊端或(huò)引腳應正對着錫(xī)流的方向🏃♀️,以利于(yú)與錫流的接🏃🏻♂️觸,減(jian)少虛焊和漏焊,波(bo)峰焊時推薦采用(yong)的元件布置方💁向(xiang)圖如圖4所示;②波峰(fēng)焊接不适合于細(xi)間💚距QFP、PLCC、BGA和小間距SOP器(qi)件焊接,也就是💘說(shuo)在要波峰焊接的(de)這一面盡量不要(yao)布置這類元㊙️件;③較(jiao)小的元件🚶♀️不應排(pái)在較大的元件後(hou),以免🧡較大元件妨(fang)礙🔴錫流與較小元(yuán)🏒件的焊盤接觸,造(zào)成漏焊。
2.1.2 PCB平整度控(kòng)制
波峰焊接對印(yìn)制闆的平整度要(yao)求很高,一般要求(qiu)☀️翹曲度要小于0.5mm,如(ru)果大于0.5mm要做平整(zhěng)處理。尤其是某些(xiē)印制闆🔞厚度隻有(you)1.5mm左右⚽,其翹曲度要(yào)求就更高,否🆚則無(wú)法🐆保證焊接質量(liang)👨❤️👨。
2.1.3 妥善保存印制闆(pǎn)及元件,盡量縮短(duan)儲存周期
在焊接(jie)中,無塵埃、油脂、氧(yǎng)化物的銅箔及元(yuán)件引線有利于形(xing)成合格的焊點,因(yīn)此印制闆及元件(jian)應保💔存在幹燥、清(qīng)潔的環境下,并且(qiě)盡量縮短儲存周(zhōu)期。對于放置時間(jian)較長的印制闆🔴,其(qí)表面一般要做清(qing)🔞潔處理,這樣可提(tí)高可焊性,減少虛(xū)焊和橋接,對表面(miàn)有一定程💚度氧化(huà)的元件引腳,應先(xian)除去其表面⭕氧化(huà)層。
2.2 生産工藝材料(liào)的質量控制
在波(bo)峰焊接中,使用的(de)生産工藝材料有(yǒu):助焊劑和焊料。
2.2.1 助(zhù)焊劑質量控制
助(zhù)焊劑在焊接質量(liang)的控制上舉足輕(qing)重,其作用是:(1)除去(qu)焊接表面的氧化(hua)物;(2)防止焊接時焊(han)料和焊接🔞表面✏️再(zai)氧化;(3)降低焊料的(de)🏃表面張力;(4)有助于(yu)熱量傳遞到焊♈接(jie)區。目前波峰焊接(jie)所采用的多爲免(mian)清洗助焊劑。選擇(zé)助焊劑時有以下(xià)要求:(1)熔點比焊料(liao)低;(2)浸潤擴散速度(dù)比熔化焊料快;(3)粘(zhan)度和比重比焊料(liao)⛹🏻♀️小;(4)在常溫下貯📞存(cun)穩定。
2.2.2 焊料的質量(liàng)控制
錫鉛焊料在(zai)高溫下(250℃)不斷氧化(huà),使錫鍋中錫-鉛焊(han)料🏃♀️含💃🏻錫💃🏻量不斷下(xia)降,偏離共晶點,導(dǎo)緻流動性差,出現(xian)連焊、虛焊、焊點🔴強(qiáng)度不夠♻️等質量問(wen)題。可采用以下幾(ji)個方法來解決這(zhè)個♊問題:①添㊙️加氧化(huà)還原劑,使已氧化(hua)的SnO還原爲Sn,減小錫(xi)渣的産生;②不斷除(chu)去浮渣; ③每次焊接(jie)前添加一定量的(de)錫;④采用含抗氧化(hua)磷的焊料;⑤采用氮(dan)氣保護,讓氮氣把(bǎ)焊料與空氣隔絕(jué)開來,取代普通氣(qi)體,這樣就避免了(le)浮渣的産生,這種(zhong)方法要求對設備(bèi)改型,并提供氮氣(qì)。
目前最好的方法(fa)是在氮氣保護的(de)氛圍下使用含磷(lin)的焊料,可☂️将浮渣(zhā)率控制在最低程(cheng)度,焊接缺陷最少(shǎo),工藝控制最佳。
2.3 焊(hàn)接過程中的工藝(yi)參數控制
焊接工(gōng)藝參數對焊接表(biǎo)面質量的影響比(bǐ)較複雜,并♍涉及到(dào)較多的技術範圍(wéi)。
2.3.1 預熱溫度的控制(zhì)
預熱的作用:①使助(zhù)焊劑中的溶劑充(chōng)分發揮,以免印制(zhì)闆通🆚過焊錫時,影(ying)響印制闆的潤濕(shī)和焊點的形成;②印(yin)制闆在焊接前達(da)到一定溫度,以免(miǎn)受到熱沖擊産生(sheng)翹曲變形。一般💔預(yu)熱溫度控制在180~210℃,預(yù)熱時間1~3min。
2.3.2 焊接軌道(dào)傾角
軌道傾角對(dui)焊接效果的影響(xiǎng)較爲明顯,特别是(shi)在⛹🏻♀️焊🛀接高密度🍓SMT器(qì)件時更是如此。當(dang)傾角太小時,較易(yi)出現橋接,特别是(shi)焊接中,SMT器件的"遮(zhē)蔽區"更易出現橋(qiáo)接;而傾角過大,雖(sui)然有利于橋接的(de)消除,但焊點⭐吃錫(xi)量太小,容易産生(shēng)虛焊。軌⭕道傾角應(ying)控制在5°~8°之間。
2.3.3 波峰(fēng)高度
波峰的高度(du)會因焊接工作時(shi)間的推移而有一(yi)些變化,應在焊接(jiē)過程中進行适當(dāng)的修正,以保證理(li)想高度進行焊接(jie)波峰高度,以壓錫(xī)深度爲PCB厚度的1/2~1/3爲(wèi)準。
2.3.4 焊接溫度
焊接(jiē)溫度是影響焊接(jie)質量的一個重要(yao)的工藝參數。焊🎯接(jie)溫度過低時,焊料(liào)的擴展率、潤濕性(xing)能變差,使焊盤或(huò)元器🌈件焊端由于(yu)不能充分的潤濕(shi),從而産生虛焊、拉(la)尖、橋接等🥵缺陷;焊(han)⭕接溫度過高時,則(ze)加速了焊盤、元器(qi)件引腳及焊料的(de)氧化,易産生虛焊(hàn)✌️。焊接溫度應✏️控制(zhì)在250±5℃。
3 常見焊接缺陷(xiàn)及排除
影響焊接(jie)質量的因素是很(hěn)多的,表1列出的是(shi)一些常見缺陷及(ji)排除方法,以供參(cān)考。

波峰焊接是一(yi)項精細工作,影響(xiang)焊接質量的因素(su)🏃🏻♂️也🈲很多,還需🏃我們(men)更深一步地研究(jiu)和讨論,以期提高(gāo)波峰焊的工✔️藝知(zhī)👅識。
文章整理:昊瑞(ruì)電子 /
Copyright 佛山(shan)市順德區昊瑞電(diàn)子科技有限公司(sī). 京ICP證000000号
總 機 :0757-26326110 傳 真(zhen):0757-27881555 E-mail: [email protected]
地 址:佛山市順德(dé)區北滘鎮偉業路(lù)加利源商貿中心(xin)8座北翼5F 網站技術(shu)支持:順德網站建(jian)設
|
|
客服 |
|
|
客服(fu) |
|
|
李工 |
|
|
售後 |