|
|
客(kè)服 |
|
|
客服 |
|
|
李工 |
|
|
售(shòu)後 |

(一(yi)) 浸錫過程及各部(bù)作用
1、浸錫過程:
浸(jin)錫治具安裝→噴霧(wu)→預熱→一次波峰→二(èr)次波峰→冷卻。
2、各部(bu)作用:
2.1 浸錫治具:防(fang)翹、防浮、防斜。
防翹(qiào)治具:可以限制基(jī)闆受熱形變的程(cheng)度,防止冒錫現象(xiang)的發🐆生。治具上沾(zhān)附的少許助焊劑(jì),可以驅除滞🌂留在(zai)波峰表面的髒物(wu),從而确保浸錫效(xiào)果的穩定。防浮、防(fáng)斜治具:可以消除(chu)部品浮🈲斜的隐患(huan),減少後工程的修(xiū)理動作。
2.2 噴霧系統(tong):完成助焊劑的自(zi)動塗布。
2.2.1 助焊劑在(zài)浸錫過程中的作(zuò)用:助焊劑中的主(zhu)要成份是松香。松(sōng)香在适當的溫度(du)下會不斷的擴散(sàn)、揮🔆發。從♍而驅㊙️使溶(rong)解在其中的雜質(zhi)以及阻礙它擴散(san)的異物移動。因✂️此(cǐ),它可以消除📧基闆(pǎn)銅箔表面的異物(wu),驅除波峰面滞留(liú)‼️的氧化物,使焊接(jie)狀态在被焊接部(bù)品端子🤟、銅箔以及(jí)焊錫較幹淨的狀(zhuàng)态下進行,以保證(zheng)良好的焊接效果(guo)。
2.2.2 浸錫後的産品大(dà)家都知道其焊點(dian)表面都存在着一(yī)🔞層薄薄的松香,它(ta)給我們後工程的(de)特性測試帶來了(le)很大的困擾。然而(ér),在浸錫後冷卻過(guo)程中,這一👅層薄薄(bao)🔞的松香卻起着很(hěn)大的🈲作用,想✔️一想(xiang),當浸錫部品的焊(hàn)點脫離錫面的時(shi)候,短時狀态是液(yè)态的,此時焊點的(de)溫度驅使松香在(zài)其表面㊙️形成一個(ge)局部的外圍,且不(bu)停的擴散運動着(zhe),它短時間的隔熱(rè)性能可以讓焊錫(xī)在液态🤩表面張力(lì)的作用下收縮形(xíng)成光滑的焊點,從(cóng)👈而防止尖刺的産(chan)❤️生。其在焊點表面(mian)運動産生的力及(ji)液體同性相溶的(de)原理💃,可防♻️止相鄰(lin)焊點間的短路。
3、預(yù)熱器的作用:
3.1 助焊(han)劑中的溶劑成份(fen)在通過預熱器時(shi),将會受熱揮發。從(cong)而避免溶劑成份(fen)在經過液面時高(gao)溫氣化造成炸裂(lie)的現象發生,最終(zhōng)防止産生錫粒的(de)品質🔴隐患。
3.2 待浸錫(xi)産品搭載的部品(pǐn)在通過預熱器時(shí)的緩慢升溫,可避(bì)免過波峰時因驟(zhòu)熱産生的物理作(zuo)用造成部品損傷(shang)的㊙️情形發生。
3.3 預熱(rè)後的部品或端子(zǐ)在經過波峰時不(bú)會因自身溫度🏃🏻較(jiào)低📐的因素大幅度(du)降低焊點的焊接(jiē)溫度,從而确保焊(hàn)接在👄規定的時⭐間(jian)内達到溫度要求(qiú)
4、一次噴流的作用(yong):
對于背面有實裝(zhuāng)部品的産品,因實(shi)裝部品安裝方向(xiang)的無規律性,以及(ji)實裝部品本身電(diàn)極和基闆銅箔間(jiān)的焊接面積小,上(shang)錫難度大。因此一(yi)次噴流嘴設計爲(wèi)孔狀噴流.具有噴(pen)流速度快,對基闆(pan)浸錫面沖擊力較(jiao)大,再加上縱波馬(mǎ)達運轉帶動噴嘴(zui)左右移動.增加了(le)勻衡性能,故㊙️一次(ci)波峰主要起對部(bu)品及銅箔初步💰上(shàng)錫的作用.
5、二次噴(pēn)流的作用:
經過一(yī)次噴流後的産品(pǐn),因浸錫時間短以(yǐ)及部品自身的☀️散(sàn)熱📐等因素,浸錫後(hou)存在着很多的短(duan)路,錫多,焊點光潔(jie)度不正常以✨及焊(hàn)接強度不足等不(bú)良内容。因⚽此,緊接(jie)着必須進行浸💋錫(xī)不良的修正,這個(gè)動作由噴😍流面較(jiao)平較寬闊,波峰較(jiao)穩定的二級噴流(liu)進行。
6、冷卻:
從浸錫(xī)原理中大家知道(dao),浸錫後适當的冷(leng)卻有助于增強焊(han)點接合強度的功(gōng)能,同時,冷卻後的(de)産品更利于撿産(chan)品的工🏃🏻♂️人的作業(ye).因此,浸錫後産品(pǐn)需進行冷卻處理(lǐ)。
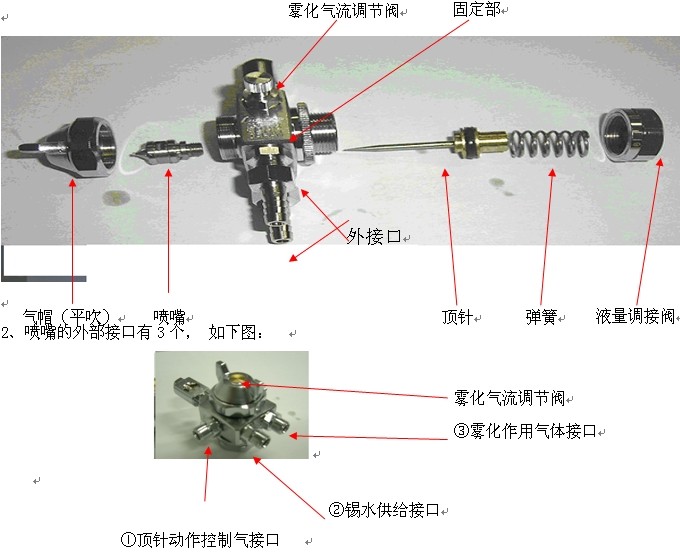
(二) 噴咀結構簡介(jiè)
1、 噴咀将錫水霧化(huà)後噴射的裝置,由(yóu)噴芯、頂針、氣帽(平(píng)吹、圓吹)、彈簧、液量(liàng)調節閥、固定部、外(wai)接頭等構成。
3、噴嘴(zuǐ)動作原理:
3.1 噴嘴不(bú)動作時,各氣接口(kou)無氣壓輸入,頂針(zhēn)在彈簧壓力♋的作(zuò)用下把噴芯中央(yang)的噴孔堵住,錫水(shui)通路堵塞。當噴嘴(zuǐ)動作時,氣路控制(zhi)電磁閥動作,壓縮(suō)空氣進入頂針動(dong)作控制🏃🏻氣接口和(hé)霧化🔞作用氣接口(kǒu)。進入頂針動作控(kòng)制🍉氣接口的🧑🏽🤝🧑🏻壓縮(suō)空氣,把頂針壓下(xia),噴芯中央💘的噴孔(kong)打開,松香水由此(cǐ)噴出。由霧化氣體(tǐ)輸入口🤞進入的氣(qì)體,分兩🔴路進入噴(pen)嘴的噴芯和氣帽(mào),進入噴芯的一部(bù)🌈份氣體主要起錫(xī)水霧化的作用,進(jin)入氣帽的部份主(zhǔ)要起把霧狀錫水(shui)整形成條形或📞圓(yuan)形噴向基闆的作(zuò)用。現在我們采用(yong)的㊙️大部份爲整形(xíng)爲條形的平吹氣(qì)帽,噴嘴側部的調(diào)節氣閥的作用就(jiu)是調節♌霧狀錫水(shui)的形狀和噴射距(ju)離。
3.2 錫水霧化的效(xiào)果和噴射形狀由(you)氣壓的大小決定(ding)。氣壓越大,霧化的(de)效果越好。但錫水(shuǐ)散落(霧化後被氣(qì)流吹散)的現象也(ye)會嚴👉重,氣壓越小(xiǎo),霧化效果差,噴到(dào)基闆上的錫水層(ceng)均勻度不高。因🔱此(cǐ),霧化調節是一個(ge)比較細緻的動作(zuo),它與浸錫效果有(yǒu)非常直接的關系(xì)。同時,爲使霧化🛀效(xiao)果更加穩定,一般(bān)需在霧化氣體輸(shu)入前端增設減壓(yā)🌏閥來穩定氣壓。一(yi)般霧化氣壓控制(zhì)0.2MPa左右.
3.3 噴嘴噴出液(yè)量的大小,與頂針(zhen)和噴芯中間噴孔(kong)的間隙有關。因此(cǐ)調節液量調節器(qì)來改變彈簧的壓(yā)力就💁可以控制噴(pēn)霧🌈量。調節頂針動(dong)作控制氣壓的大(da)小也可改變液量(liàng)大♉小,但壓力調節(jiē)🏃♀️過大,會造成彈簧(huáng)彈性🧑🏾🤝🧑🏼易消失的現(xiàn)象;同時🛀🏻頂針本身(shēn)的長度也👨❤️👨會影響(xiang)到液⭕量調節的整(zhěng)💯體效果。頂針😍的長(zhang)度可通過調節内(nèi)部螺母進行調整(zheng),頂針太長,會造成(chéng)液量調節範圍窄(zhai)的現象(因後部彈(dan)簧壓縮後本體高(gao)度無法改變所緻(zhì).)
3.4 在噴咀的結構中(zhong),噴芯和氣帽的配(pèi)合很精密,如果損(sun)壞了噴芯的外表(biǎo)面,就會出現氣帽(mào)不能輕松順利裝(zhuāng)配的現象.如用強(qiáng)力擰入氣帽,則氣(qì)帽内壁就☂️會損壞(huài)而改變内部氣體(ti)的流徑,從而🏃影響(xiǎng)霧化效果。因此,在(zai)拆洗噴芯的時侯(hóu),一定要用專用工(gong)具,禁止用鉗子或(huò)其它工具強行拆(chāi)卸。否則将會很大(dà)程🌏度的損壞噴嘴(zuǐ)的噴霧效果
3.5 因爲(wei)頂針和噴嘴主體(ti)爲密封圈接觸,而(er)頂針的動作頻率(lǜ)非常高,易造成密(mi)封圈損壞的情況(kuàng)。密封圈🏃有兩個,一(yi)個小的固定在噴(pēn)嘴主體上, 防止錫(xī)水進入頂針👨❤️👨運行(hang)空間,大的一個在(zai)頂針外部.與噴嘴(zui)主體構成封閉空(kong)間,由壓縮空氣和(hé)彈簧控制頂針與(yǔ)噴芯噴孔的堵塞(sai)和導通,從而控制(zhi)錫水的通斷。如☁️果(guo)小密封圈損傷,将(jiang)會有錫水進入頂(ding)針運行空間,從而(er)破壞運行靈敏度(dù),不🔞能有效控制錫(xi)水的瞬時斷🏒通而(er)出現噴嘴停🔴止後(hòu)仍有錫水溢出🌍的(de)現象.此🏃♀️時應拆洗(xi)噴咀,更換小💋密封(fēng)圈,并加注潤滑油(you)(用WD-40的效果不好,最(zuì)好不用),大密封圈(quān)如果損壞,也将破(po)壞🔱封閉空間的整(zheng)體性能,也😍會📧影響(xiǎng)噴霧量的穩定效(xiào)果。
4、噴咀動作控制(zhì)原理(以恒貴氣缸(gang)驅動式錫爐爲例(li)分析):
(控制電路示(shì)意圖)
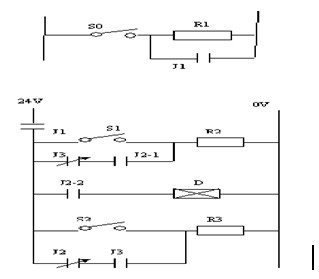
S1:定點位置感應傳(chuan)感器。
S2:動點位置感(gan)應傳感器。
D :電磁閥(fá)
R1、R2、R3:繼電器線圈
當噴(pen)霧信号到達時,R1得(dé)電,J1導通,24V經S1使R2得電(dian)動作,J2-2動作,電磁閥(fa)得電驅動氣缸動(dòng)作,同時,J2-1與J3的常閉(bi)觸點組成的自保(bao)電路維持氣缸動(dong)作直至S2感應到信(xin)号後,R3得電,J3動作,R2失(shi)電,J2-2斷開,電磁閥失(shi)電。氣缸🌈反向動作(zuo),同時J3與J2的常閉觸(chù)點組成的自保❗電(diàn)路驅動氣缸運行(háng)♊直至S1感應到🐅信号(hao)後R2再次動作,如此(ci)循環,直到噴霧信(xin)号結束。R1失🌈電,J1斷開(kāi),24V電源切斷,動作停(tíng)止。
5、自動噴霧動作(zuo)控制:
★ 錫爐要完成(cheng)自動噴霧動作,必(bi)須同時滿足以下(xia)條件:
5.1 基闆長度感(gǎn)應傳感器功能正(zhèng)常,從而有效獲取(qǔ)噴咀的運行時間(jian)(即基闆通過時傳(chuán)感器感應時間)。
5.2 鏈(liàn)條速度感應傳感(gǎn)器正常,它決定着(zhe)噴咀何時開始動(dòng)作⛱️。
5.3 噴咀動作始點(dian)感應傳感器正常(cháng)。
當前2個信号輸入(ru)PLC控制器後,PLC将根據(jù)速度的快慢和基(jī)🔞闆通🎯過的⛹🏻♀️時間,計(ji)算出一個延遲時(shí)間,當基闆靠✔️近噴(pen)咀上☀️方時,PLC輸出控(kong)制電壓使噴咀動(dòng)作控制電路開始(shǐ)工作,完成自動噴(pēn)霧過程。
(三) 噴霧常(cháng)見故障及排除
1、噴(pēn)嘴不動作:
★ 噴嘴正(zheng)常動作的條件:
1.1 入(ru)口傳感器正常。
1.2 鏈(liàn)條速度感應傳感(gan)器正常。
1.3 噴咀起始(shi)動作感應傳感器(qì)正常。
1.4 行程控制傳(chuán)感器正常。
1.5 各控制(zhì)繼電器正常。
1.6 電磁(cí)閥動作正常。
1.7 系統(tong)線路正常。
1.8 PLC控制電(dian)路動作正常。
1.9 氣源(yuán)正常。
2、條件正常與(yu)否的檢查方法:
2.1 入(rù)口傳感器、鏈條速(sù)度傳感器多爲光(guang)電傳感器,其正常(cháng)✨與否的檢查方法(fǎ)爲用手或其它物(wù)品使傳感器感應(ying)到信号後,确認PLC相(xiang)對應的輸入信号(hao)指示燈🍓是否點亮(liang)即可。如果燈亮,則(ze)表示傳感器回路(lu)正常。
2.2 (1.3~1.6)項目的确認(ren):關閉氣源打開手(shǒu)動噴霧開關,用手(shou)推動氣缸活塞移(yi)動,當到達傳感器(qì)感應位置時,傳感(gan)器得到信号輸⚽出(chu)電壓控👅制對應繼(jì)電器動作,随之電(diàn)磁閥動作,此時用(yòng)手輕觸電磁閥會(huì)感覺到其觸點吸(xi)合或釋放産生的(de)震動(也可以聽到(dào)觸點動作🌈發出的(de)聲音)。如果電磁閥(fá)☀️動作正常,則該部(bù)份條件🥵OK。
2.3 對于PLC控制(zhi)電路,可以用萬用(yong)表檢測電壓的方(fāng)式進行檢查。也可(ke)🔆以用排除法進行(hang)确認:在确保1、2項傳(chuán)感器及🧑🏽🤝🧑🏻線路🧑🏽🤝🧑🏻正常(cháng)的情♈況下,如果手(shou)動噴霧OK,而自動噴(pen)霧NG的話,則是PLC控✊制(zhi)系統🤟出現異常。
2.4 對(duì)于系統電路、氣源(yuán)項目的确認:用萬(wàn)用表或目視檢查(cha)即可。
3、無錫水噴出(chu):
★ 正常動作條件:
3.1 氣(qì)壓正常 。
3.2 液量調節(jie)閥調節範圍适中(zhōng)。
3.3 頂針控制部份動(dòng)作正常。
3.4 頂針運行(hang)空間潤滑良好。
3.5 錫(xi)水供給通路正常(chang)。
無錫水噴出現象(xiàng)的異常原因都較(jiào)容易發現和排除(chu),但爲了工作順利(lì)開展,做好日常預(yù)防保養和确認工(gōng)作,盡量避免該類(lèi)故🆚障現象的發生(shēng),是我們基層技術(shu)人員的🏃工作重點(dian)之一。
(四) 傳動部分(fèn)簡介
1、傳動部分的(de)組成:
主要由支架(jià)、鏈條、鏈爪、電機、傳(chuán)動齒輪、調幅機構(gou)、支架高🧑🏽🤝🧑🏻度調節機(jī)構等組成。其中調(diào)幅機構由固定導(dǎo)軌,可調移動導軌(gui)、調📧節輪、傳動鏈條(tiáo)、傳動齒輪、調節螺(luo)紋軸、導向軸、傘形(xing)齒輪、指定螺絲等(deng)⛱️組成。
2、傳動部分的(de)主要功能:
2.1 完成産(chǎn)品輸送動作;
2.2 實現(xian)機種切換時導軌(guǐ)(鏈爪)跨距的改變(biàn);
2.3 改變産品浸錫時(shí)與波峰面的角度(dù)。
3、傳動部分主要技(jì)術要求及其對浸(jin)錫作業的影響😍:
3.1 支(zhī)架水平度:
支架是(shì)傳動部份搭載的(de)基礎,其水平精度(dù)直接決定🌍固💯定導(dǎo)軌與移動導軌是(shì)否水平,從而保證(zheng)在錫槽波峰平滑(hua)的狀态下,鏈🛀爪輸(shū)送的産品能以同(tong)樣的深度浸過液(yè)💘面,防止💔局部未浸(jin)錫、冒錫現象的發(fā)生。
3.2 固定導軌及可(kě)調移動導軌間的(de)平行度:
産品從投(tou)入錫爐後,其兩側(ce)鏈爪對其施加的(de)力在經過整個錫(xī)爐的過程中應該(gai)保持一緻。否則将(jiang)會出現🙇♀️夾壞産品(pǐn)(前松後緊)以及掉(diào)落基闆(前緊後松(song))的現象發生,從而(ér)造成❄️産品報廢,嚴(yan)重時将會導緻安(ān)全事故以及設備(bei)事故的發生。
3.4 鏈爪(zhǎo)底部卡槽的直線(xiàn)度:
因爲産品在錫(xi)爐中需完成錫水(shuǐ)塗布、充分預熱,一(yī)😍、二次🏃浸錫‼️,冷卻等(deng)過程。整個循環鏈(liàn)條的長度一般單(dan)側都在3m 左右,而鏈(liàn)爪是🌈一個一個固(gù)定在傳動鏈條上(shàng),從而組成兩條平(ping)行移動的輸送線(xiàn),完成産品輸送動(dòng)作㊙️。而基闆就夾在(zai)兩側鏈爪底部💃的(de)卡槽上,如果鏈爪(zhao)變形或傾斜破壞(huai)卡槽直線度的話(hua),将會造成産品傾(qīng)斜,過波峰時基闆(pǎn)的浸錫深度不一(yī)。從而造成冒錫、未(wei)浸錫的現象發生(sheng),嚴❗重時将會出現(xian)🔴部品端子挂住錫(xī)鍋,停止不前、掉基(ji)闆、溢錫等重大事(shi)故的發生。
以上三(sān)個參數的精确度(du),直接影響到浸錫(xi)效果的穩定與否(fou)。因此,作爲設備操(cao)作人員以及維護(hù)人員,在日常操作(zuo)及維護過程🐪中,也(ye)必須把它們作爲(wei)工作重點予以關(guan)注,因爲在設備使(shi)用過程中,最容易(yi)出現問題從而影(ying)響浸錫效果🤟的環(huan)節之中,就有很多(duō)是這幾個參數未(wei)達到應該滿足的(de)要求。
(五) 傳動部份(fèn)各部異常原因及(jí)預防
1、支架水平度(du)異常原因及預防(fáng):
1.1目前,公司的錫爐(lu)經常存在着搬遷(qian)、移動、吊動的現象(xiang),因🛀🏻爲地點的變化(hua),以及搬遷吊動過(guò)程中受力不😘勻現(xian)象的存在,常常在(zài)經過這些變動之(zhī)後,造成支架水平(píng)度的破壞。
1.2錫爐在(zai)進行清掃及保養(yang)的時候,設備操作(zuò)人員及技術人🎯員(yuan)需要升高支架高(gao)度,以便清掃保養(yǎng)工作的實施,因爲(wèi)支架高度的調節(jiē)由兩根帶螺紋的(de)軸杆,在調節手輪(lún)🚶(主動輪)、傳動鏈條(tiao),從動輪的驅動下(xià)進行。而保證該機(jī)構傳動同步的前(qian)提是:調節手輪👨❤️👨、鏈(liàn)條、從動輪之間的(de)傳動🌈不可存在傳(chuan)動異步的現象,這(zhè)就要求調節手輪(lun)以及從動輪與螺(luo)紋軸杆的配合必(bi)須緊密,不得松動(dong)🐅,而這個要求會因(yīn)頻繁的調節,沾上(shang)異物增加調節阻(zu)力、指定螺絲松動(dong)等因素遭到破壞(huài),從而緻支架水平(ping)出現異常。
1.3預防措(cuo)施:
a) 錫爐搬遷移動(dong)後,必須進行支架(jià)水平度确認,合格(ge)🈲後方可使用;
b) 在進(jìn)行日常清潔、保養(yang)時,需确保螺紋杆(gǎn)幹淨,以及👄潤滑狀(zhuang)态良好;
c) 日常調節(jiē)支架高度的時候(hòu),必須确保調節動(dong)作輕松、靈活,如果(guo)出現升降不靈活(huó)時, 必須立即查明(ming)原因,禁止強力強(qiáng)制調整。
d) 在進行設(she)備維護檢查時,需(xū)重點确認各傳動(dong)齒輪與螺紋杆之(zhī)間的指定螺絲是(shi)否松動,如有異常(cháng)必須立即處理。
2、固(gu)定導軌與可調移(yi)動導軌平行度破(pò)壞原因及預防:
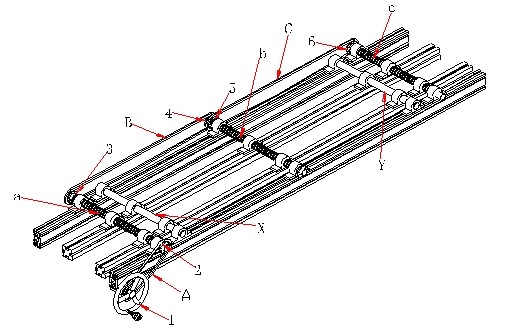
2.1 調(diào)幅動作實現過程(cheng)(結構參見附圖):
調(diao)整調幅手輪1、經鏈(lian)條A帶動從動輪2轉(zhuan)動,因從動輪👈2、3固定(dìng)在同一調節螺紋(wén)軸a上,從而從動輪(lún)3轉動,經鏈條B再🔞帶(dai)動從動輪4、5同時轉(zhuan)動,再經鏈條C帶動(dong)從動輪6轉動,因從(cong)動輪2、3、4、5、6大小一樣,故(gù)整個傳動過程是(shi)同步進行的,也就(jiu)是說,在整個調幅(fú)過程中,調節螺紋(wén)軸🔴a.b.c同步轉動,從而(ér)驅動可移動導軌(gui)在導向支撐軸X、Y上(shang)等距離移動,當然(rán),此時傘形齒輪同(tóng)時也在棱軸上滑(huá)動,從而🈲順利完✊成(chéng)調幅動作。
2.2 導軌間(jian)平行度破壞原因(yīn):
2.2.1 因錫爐本身噴霧(wu)系統及抽風系統(tong)存在局部缺陷,造(zào)成霧🔴化後的松香(xiāng)水不可能被完全(quán)排除爐體外,緻這(zhe)些顆粒物擴散在(zai)錫💯爐體内,并沾附(fu)在螺紋杆、導向軸(zhou)、齒輪及鏈條上,日(rì)積月累,這些零部(bù)件上将會沉積髒(zang)物,從而造成傳動(dong)阻力增加。如果各(ge)部阻力存在不勻(yun),将破壞傳動過程(cheng)的同步性能,緻導(dǎo)軌間平行度偏差(chà)🔅發生。
2.2.2 塗布在産品(pin)上的助焊劑在預(yù)熱過程中将會被(bèi)蒸發掉一部份,同(tóng)時,幹燥後的助焊(han)劑在經過波峰時(shí),也會受強🚩熱氣化(hua)蒸發,這些氣化物(wu)也會沾附在各相(xiàng)關零部件上,增加(jiā)傳動阻力,同①所述(shu)原因一樣,破壞導(dao)軌間⭕的平行度。
2.2.3 部(bu)份操作人員及技(ji)術人員,在調整阻(zǔ)力較大或其他原(yuán)因🐆(如螺紋杆、導向(xiang)軸相互不平行等(deng))造成的調🌂節不暢(chàng)時,強制用力調整(zhěng)幅度,緻局部從動(dong)輪與螺🔞紋杆間✏️的(de)指定螺絲打滑、松(sōng)動,造成同步傳動(dòng)動作的破壞,從而(ér)改變導♌軌間的平(ping)行度。
2.2.4 末及時加注(zhù)高溫潤滑油,軸承(cheng)高溫燒壞,也會造(zao)成導軌間平行破(pò)壞原因之一。
預防(fang)措施:
a) 确保錫爐的(de)排風系統良好,各(gè)抽風管道暢通無(wu)破損,抽風電機功(gong)率滿足使用要求(qiu),多台設備共用抽(chōu)風管道更需慎重(zhòng)評估使用效果。
b) 加(jia)強噴霧處過濾網(wǎng)的清洗頻度,定期(qi)更換噴霧處‼️與抽(chōu)風系統相連接的(de)波紋管,最大可能(neng)的防止錫水沉✌️積(ji)在局部區域,破壞(huài)整體抽風效果。
c) 加(jia)強調節螺紋及導(dǎo)向軸的清潔保養(yǎng),确保各部潤滑良(liang)好,以💚确保調節過(guò)程輕松、靈活。
d) 出現(xiàn)調節阻力較大時(shi),必須及時查明原(yuan)因,排除故障,嚴禁(jìn)♊強制用力調整。
e) 各(gè)從動輪與螺紋軸(zhóu)間的指定螺絲需(xu)經常确認,防止松(song)動。
f) 定期确認傘形(xíng)齒輪與六棱軸間(jiān)的潤滑效果,防止(zhi)傘✏️形💋齒輪卡死在(zai)六棱軸上的現象(xiang)發生。
3、鏈爪底部卡(kǎ)槽直線度破壞原(yuán)因及預防:
3.1 因鏈爪(zhǎo)使用時間太長,存(cún)在磨損,同時在使(shi)用期間,局👉部鏈爪(zhao)因🆚其他原因更換(huan),緻各鏈爪磨損程(chéng)度不一,時間越久(jiǔ),更👅換鏈爪越多,這(zhè)種現象也就越明(míng)顯。
3.2設備清掃擦拭(shi)鏈條時,會經常發(fā)生布條卷入的現(xiàn)象,操作人員強力(li)拉扯,緻鏈爪變形(xing)、傾斜。
3.3導軌間平行(hang)度較差,緻前中後(hou)跨距不一,放入基(jī)闆後,鏈爪在較緊(jǐn)的地方緊貼導軌(guǐ),緻該處導軌側面(mian)磨損,破壞整體卡(ka)槽直線度。
3.4操作人(rén)員基闆放置不到(dao)位,緻局部鏈爪卡(kǎ)死、變形🧑🏽🤝🧑🏻、傾斜。
3.5寬跨(kua)距調整時,未首先(xiān)升高導軌,緻鏈爪(zhǎo)挂住錫鍋變形。
3.6出(chū)口處鏈爪底部距(ju)搬運台距離太小(xiǎo),在調整跨距✏️時鏈(lian)🐪爪挂住搬運台側(ce)面鋁合金金屬部(bu),緻鏈爪變形、傾斜(xié)。
3.7 預防措施:
a) 在日常(chang)操作調試時,盡量(liang)小心操作确認到(dào)位,避免人爲因素(su)造成鏈爪變形、傾(qing)斜的現象發生。
b) 對(duì)鏈爪、導軌的磨損(sǔn)狀況加強确認,發(fa)現異常,須及時🧑🏽🤝🧑🏻處(chù)理。
c) 定期确認導軌(guǐ)間的平行度,如有(you)偏差,及時校正。
d) 組(zu)裝鏈爪鏈條時,盡(jìn)量保證兩側鏈爪(zhǎo)的對稱性,确保産(chǎn)品放置㊙️自然順暢(chang)。
(六) 錫槽結構及保(bao)養要點
1、構 成:爐體(ti)、發熱管、噴流組件(jiàn)(缸體、紋波網、噴嘴(zuǐ))、葉輪🌈、一♉、二級噴流(liu)電機、縱波馬達、傳(chuan)動皮帶、軸承等構(gòu)成。
2、動 作:電機帶動(dòng)葉輪運轉,在缸體(ti)内進成單向的液(yè)流從噴嘴🥵口噴出(chū),形成浸錫波峰。其(qí)中一級噴流噴嘴(zuǐ)口🤞較窄小,噴流速(sù)🔴度快🤞,對浸錫基闆(pǎn)的沖擊較強,主要(yao)起💃預上錫的作用(yòng),而二極噴流噴嘴(zuǐ)口較寬,上部有擴(kuò)展⭐的緩沖平台,形(xíng)成平整度較高的(de)波峰,主要起修正(zhèng)浸錫不良的作用(yòng)。
3、保養目的:使錫爐(lu)的噴流保持一級(jí)暢通穩定,二級👄平(píng)穩的狀态,從而保(bǎo)證良好穩定的浸(jin)錫效果。減少調試(shi)難度,提高設備的(de)稼🤟動率。
4、保養項目(mu):
4.1噴流組件的保養(yang)。
4.2電機運轉動機構(gou)的保養。
5、使用工具(jù):
套筒闆手、六角匙(shí)、大力鉗(老虎鉗)、清(qing)理錫渣的用具🛀🏻、防(fáng)♌護手套🌐、口罩等。
6、保(bǎo)養内容:
6.1 升高鏈條(tiáo)運行導軌,避免爐(lú)體移動時錫鍋挂(gua)住鏈爪造成鏈爪(zhao)🚩變形、損壞,然後接(jie)好加長導軌,搖出(chū)爐體。
6.2 拆除噴流組(zǔ)件,清理沾附在組(zǔ)件上的氧化物,在(zài)清理過程❄️中💰,禁止(zhǐ)用力敲擊各部,防(fang)止組件變形影響(xiǎng)噴流狀态。
6.3 清理沾(zhān)附在發熱管及爐(lu)壁上的氧化物、錫(xi)渣,操作時要小心(xin)仔細,不可用力敲(qiāo)擊發熱管,以免安(an)全事故發生。
6.4 各部(bu)清理好後,裝好噴(pēn)流組件,清掃爐體(tǐ)外部髒物。
6.5 松開傳(chuán)動皮帶,用手轉動(dong)葉輪側皮帶輪,确(què)認轉動是否🤞輕松(sōng)、靈活,如不則需檢(jian)查表面平面軸承(cheng)及内部普通軸承(chéng)是否損壞。各部潤(rùn)滑狀況是否良好(hao),檢查皮帶是否龜(guī)裂、沾油等。
6.6 确認電(dian)機變速箱内油量(liang)是否充足,檢查附(fù)近電源線✊有❗無燙(tàng)傷、破損,電機變速(sù)箱油加至視窗的(de)2/3即可,不能加滿㊙️。
6.7 保(bao)養結束後,把爐體(tǐ)搖入錫爐,降低鏈(lian)爪運行導軌。
7、其它(tā)确認事項:
7.1 錫爐爐(lu)體的水平度确認(rèn)(水平儀)(略)。
7.2 鏈爪距(ju)噴流組件的高度(du)在5~6mm之間最合适(因(yīn)爲端子高度在3.0左(zuo)🐉右,基闆受熱變形(xíng),因受基闆材質、寬(kuan)度、部品自重、防浮(fú)斜治具等影響,變(bian)形程度不一緻,需(xū)視情況作調整)。該(gāi)距離過大對波峰(fēng)狀态🌈影響較大,因(yin)💞電機轉速需提高(gāo)。波🧡峰的穩定性變(bian)差,同時錫液流速(sù)快,氧化物(錫渣)敢(gan)将随之增加,出現(xiàn)惡性循環。
7.3 保養結(jie)事後,需及時追加(jiā)錫條,因爲錫量的(de)多少直接💘影響🆚電(diàn)機🤩的運轉速度,液(yè)面太低,将出現上(shang)記第二項的類似(sì)情況。
(七) 波峰狀态(tài)對浸錫效果的影(ying)響
1、對浸錫效果有(you)影響的因素:
1.1良好(hao)的噴霧效果。
1.2穩定(dìng)的機械性能。
1.3最佳(jiā)的浸錫條件(速度(du)、角度、預熱及浸錫(xī)溫度等)。
1.4好的波峰(feng)狀态。
2、波峰狀态對(duì)浸錫效果的影響(xiǎng):
2.1 一級波峰
一級波(bo)峰因噴流速度快(kuai),在開啓運行過程(cheng)中會産生較多⚽的(de)錫🌍渣,這些錫渣會(huì)造成局部噴流孔(kong)的堵塞,造🌏成整體(tǐ)噴流波峰高低不(bú)平的現象。這種結(jie)果嚴重時将會導(dǎo)緻冒錫與未焊錫(xī)不良同時發生的(de)情形,給調試工作(zuo)帶來困擾。
另外,一(yi)次噴流因是孔狀(zhuàng)噴射,當出現冒錫(xī)情況時,對某些部(bù)品下面基闆開孔(kǒng)的産品來說,品質(zhi)隐患🍉很大。因爲它(ta)冒的錫🐅粘附在孔(kǒng)的四周,因表面有(yǒu)部品擋住不易發(fā)現,在經過周轉、搬(bān)運過程中這些錫(xi)絲或錫粒一旦脫(tuō)落,極易造成部品(pǐn)根部短路的現🌈象(xiàng)發生。因此🈚,我們要(yào)盡量加強設備保(bao)養頻度,确保一級(ji)噴流孔暢通,波峰(feng)穩定。避免上述情(qing)形的👣發生🐆。
2.2 二級波(bō)峰:
産品浸錫效果(guo)的好壞,最關鍵的(de)地方之一,就是二(er)級波峰的實❓際狀(zhuang)态是否符合要求(qiu)。二級波峰影響浸(jin)錫效果的因素有(you)以下🧑🏾🤝🧑🏼幾點:
2.2.1 波峰平(píng)穩度:
波峰平穩度(du)越高浸錫效果越(yue)穩定,大家應該都(dōu)能理解。這個條件(jian)的滿足需要穩定(ding)的電機轉速、葉輪(lun)傳動機構的同✔️軸(zhóu)度、葉輪運時的平(píng)行度。這三個參數(shu)的維持需要我們(men)加強對該部傳動(dong)部份的保養💜,确保(bao)潤滑良好。軸及軸(zhou)承配合緊密無磨(mo)損:各組裝件緊固(gù)無松動。
2.2.2 錫液流速(su):
在基闆運行的速(sù)度與錫液流速保(bǎo)持一緻的時候,浸(jin)🌈錫焊點✍️在與錫流(liu)面分離時将處于(yu)順暢自然的狀态(tai),相互間因🌈速度不(bú)一緻造成的浸錫(xī)不良将會👄顯著減(jian)少。現行噴流組件(jiàn)可以用調整後擋(dǎng)塊的高度、噴流口(kǒu)的寬度等方式改(gǎi)變波峰的形狀和(he)流速。
2.2.3 錫液前後分(fen)流效果:
在調整錫(xi)液流速的同時,錫(xī)液在噴咀前後兩(liǎng)邊的流量也會随(suí)着變化。當前側錫(xī)液流量偏大時,如(ru)果浸錫角度一定(dìng)❌的話,波峰面對基(ji)闆的沖擊力會增(zēng)強,對未焊錫的修(xiū)正或❤️雙面基闆的(de)通🌈孔上錫等方面(mian)會有改善。但後側(ce)流量小、流速慢将(jiāng)會破壞焊點🔞與錫(xī)面的自然分離狀(zhuàng)态🔞,對短路的修正(zheng)效果将減弱,同時(shi)因鏈爪運行産生(shēng)的氧化物也不易(yi)流走,而滞留在波(bo)峰表面✍️,對浸錫效(xiào)果也有一定的影(ying)響。
關于第(2.2.3)點在此(cǐ)說明,隻是告訴大(dà)家錫液前後分流(liú)🐉狀态🚶對浸錫❓效果(guǒ)有影響。可以在錫(xī)爐調試時給合産(chǎn)品的實際狀況予(yu)以合理運用,增加(jiā)一條思路。
(八)短路(lu)不良發生原因與(yu)預防
1、短路原因:
1.1 大(dà)家做一下這樣的(de)實驗,把一根頭發(fā)從水裏豎直拿出(chu)來的時候,其尖端(duān)會産生一個水珠(zhū),這是液體👈表面張(zhāng)力✌️作用的結果。同(tong)樣,部品浸錫後從(cóng)錫液面分離的🏒時(shi)候,端子會在尖端(duān)帶起一個小錫珠(zhu),這個小錫珠如果(guǒ)在短時間内順着(zhe)端子收縮且有足(zú)夠的空間粘附,并(bìng)且被助焊劑包圍(wei)隔離的話,就不會(huì)🔅有短路的發生,反(fan)之,就形成了🤞短路(lu)焊點。
1.2 液體還有一(yī)種物理特性,那就(jiù)是在表面張力作(zuò)用下會産生毛細(xì)的現象。比如說,兩(liǎng)根筷子在近距離(li)平行插入水杯的(de)時候,兩筷子間的(de)水位會高于杯子(zi)表面的水位,這種(zhong)物理特性在部品(pin)端子經過液🏃🏻♂️面時(shí)會同樣發生。它反(fan)映出來的結果也(yě)🌍是短路産生。
1.3 溫度(dù)對短路的産生也(yě)有非常大的影響(xiǎng)。因爲不管是表面(miàn)張力,還是毛細現(xiàn)象,都與錫液的溶(rong)化程度有關,錫液(ye)💁的溫度越高,液🔴化(huà)的程度越深,表面(miàn)張力♈表現出來的(de)自❄️我收縮性能越(yuè)強,毛細現象也就(jiu)越弱,短路現象也(yě)就會因此變少🎯。
1.4 短(duǎn)路産生的原因還(hai)有,基闆變形造成(chéng)液态錫液在重力(li)作用❓下🔞向低端産(chan)生位移,從而造成(cheng)基闆某些🚶浸錫🔅點(diǎn)位✨經常短路,因爲(wèi)基闆變形的程度(du)由于許🎯多原因不(bú)可能一緻,所以反(fan)映出來的結果便(bian)是無規律性短路(lu)現象的發生。
1.5 于設(she)備方面的原因如(rú)助焊劑量少,塗布(bù)不均,二級噴🧑🏽🤝🧑🏻流🐪平(ping)穩度不足等也會(huì)造成無規則性短(duǎn)路。
2、短路的防止:
★ 通(tong)過上述原因分析(xi),可以知道短路産(chǎn)生的原因是由于(yú)液🥵體的物理特性(xing)造成的。因此,如何(hé)避免這些🧑🏾🤝🧑🏼造成不(bú)良的原因,需💃要經(jīng)過對各種産品的(de)浸錫狀态及現象(xiang)進行☀️分析、總結,這(zhè)并✉️沒有什麽特定(ding)的防❓止措施。不過(guò),改善方法可以從(cóng)以下幾點進行分(fèn)析:
2.1 選擇具有較大(da)焊接面積的焊點(dian)作爲最後脫離液(ye)面♻️的未端,以便有(you)充分的空間吸附(fù)端子尖端(或部品(pǐn)端子尖)的錫珠,使(shi)其盡快收縮,充分(fèn)利用表面張🤩力的(de)特♊性,消除短路.
2.2 部(bu)品的位置、走向、端(duān)子的長度進行分(fèn)析,選擇較好的浸(jin)📞錫方向🌈,盡量避免(mian)毛細現象的發生(sheng)。
2.3 對錫槽的溫度,浸(jìn)錫的速度、浸錫的(de)角度進行調整,在(zài)滿㊙️足客戶要求的(de)前提下,尋找最佳(jiā)浸錫條件。
2.4 盡量減(jiǎn)少産品形變的程(chéng)度,這需要确保傳(chuán)送機構的穩定性(xing),以及防浮防斜治(zhì)具的合理性設計(jì)。
二級波峰的平穩(wěn)性以及噴霧效果(guo)的好壞,是所有浸(jin)🔞錫效🔞果确保的根(gēn)本,也是設備因素(sù)造成短路的兩個(gè)✔️重要📧原因。因此,如(ru)何确保這兩個系(xì)統的正常工作是(shì)我們日常技術工(gong)作的✏️重點。
(九) 尖刺(cì)不良發生原因與(yu)預防
★ 尖刺不良發(fā)生原因及防止。
1、尖(jiān)刺産生的原因:
1.1 焊(han)點在脫離錫面後(hòu),因無助焊劑履蓋(gai)隔熱、快速冷卻、凝(ning)固,焊錫🈲無法在液(ye)态表面張力的作(zuò)用下收縮、凝聚,從(cong)而形成尖刺。
1.2 抽風(fēng)太大,錫爐内部空(kōng)氣流動的速度加(jiā)快,在焊點及助焊(hàn)劑離開液面的時(shí)候因空氣流動快(kuài)速冷卻,使助⭕焊劑(jì)的功♍能不能充分(fen)發揮,産生尖刺。
1.3 錫(xi)爐的尾部安裝有(you)冷卻風扇,當浸錫(xi)後基闆經過時,冷(leng)⛷️卻風吹到基闆背(bèi)面向兩邊擴散,向(xiàng)錫爐内側擴散的(de)冷🐪風将同第2項原(yuan)因一樣,使此時過(guo)波峰的🥰産品快速(sù)冷卻⛱️,産生尖刺。
1.4 部(bù)分部品端子太長(zhǎng),在焊點根部離開(kai)錫面開始冷卻🤟時(shí)🌈,其端子尖端尚在(zai)錫液裏,從而因時(shí)間差異産⭐生尖刺(cì)。
1.5 部品端子太粗,銅(tong)箔面積大、散熱快(kuài),如果浸錫時間不(bu)足,其✔️強大的散熱(re)功能将緻焊點在(zai)瞬時凝固成🌈形,緻(zhì)部品端子🌏尖産生(sheng)尖刺。
2、預防:
從以上(shàng)原因可以知道,尖(jiān)刺産生的根本原(yuan)因是焊點冷卻太(tai)早,因此,我們可以(yǐ)用增加助焊劑量(liang),适當減少冷卻時(shi)間,切短端子🔴長度(dù),延長浸錫時間,确(què)保浸錫溫♈度,減少(shao)排風量🔱等措施加(jiā)以改♻️善。
文章整理(lǐ):昊瑞電子/
|
|
客(kè)服 |
|
|
客服 |
|
|
李工 |
|
|
售(shòu)後 |

·•›